




MD(模垢)
(1)何谓模垢(外观)
|
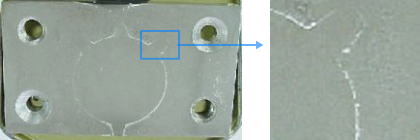
模垢是指在模具表面上有附着物析出的一种现象。
成型品表面上出现的白线便是模垢。其成分是树脂里析出的稳定剂和低分子量的聚合物。从熔融了的树脂中一点点析出并经过长时间的积累后就会形成可以看到的模垢。 |
|
(3-1) 试着降低树脂温度 |
|
|
各种树脂都有推荐的使用温度(产品目录或产品包装袋等上面均已注明)。检查成型机的设定温度是否超出范围,如果超出,则请降低温度。另外,成型机上所显示的温度是传感器所处位置的温度,与实际树脂温度多少会有一些差异。如果可能,建议测量实际温度。 |
|
|
(3-2) 缩短滞留时间 |
|
|
即使成型机的设定温度处在各种树脂的推荐温度范围内,长时间滞留在机筒内也会使树脂渐渐分解,从而容易产生模垢。如果成型机在计量方面有延迟时间的设置功能,请灵活应用该功能。此外,使用适合成型品大小的成型机可以缩短滞留时间。 |
|
|
(3-3) 确认干燥条件 |
|
|
每种树脂都有相应的推荐干燥条件。请确认目前的情况是否满足这些条件。 |
|
|
(3-4) 强化干燥条件 |
|
|
树脂里残留有很少的模垢起因物质——单体。完全去除这些单体是很困难的。如果想严格控制模垢的产生,则可通过强化干燥条件并去除这些单体来改善模垢状况。特别是在使用回收材料时必须这样做。另外在干燥温度方面,机器温度和实际温度有时存在一定的差异。尤其要注意料斗式烘箱。 |
|
|
(3-5) 提高模具温度 |
|
|
模具温度偏低时模垢会增多。成形周期和尺寸管理会发生变化,温度调节器所需要的能源费用也会增多。如果要长期进行批量生产,则提高模具温度将会有效降低模垢。 |
|
|
(3-6) 检查排气口 |
|
|
排气口堵塞后,气体无法排出,模垢便会增多。如果排气口变脏,请清理干净。此外还应确认排气口的位置、数量以及大小是否足够。强化排气口对模垢很有效。 |
|
|
(3-7)回收材料的使用方法 |
|
|
回收材料的混合比越高,模垢就产生得越多。本公司推荐25%以下的混合比。此外还必须充分进行干燥。 |
|
|
(3-8) 特殊等级的使用方法 |
|
|
部分特殊等级会产生大量模垢。 为了减少模垢,必须同时使用各种方法,如进行充分干燥、尽量不用回收材料、在指定的推荐温度范围内使用、加强排气口等。此外,定期进行模具维护也很重要。 |
|
|
(3-9) 模具维护 |
|
|
与其说模垢的附着量是按一定比例增加的,倒不如说一旦附着就会迅速增加。一般来说,刚刚附着的模垢容易去除,而随着附着量的增加,去除的难度也会增大。请定期清理模具,在模垢还没有堆积之前去除掉。 在不损伤模具的情况下去除模垢是一项很困难的作业。请最好选用适合所用树脂的溶剂来进行超音波洗净。使用洗洁剂(Clipika Ace等)时请尽量用棉布和牙签擦洗。为保养起见,预先只把模腔“分解打包”也是一种好办法。 |
|
|
<<补充说明>> *1 低聚物(oligomer) 树脂材料(聚合物)是指特定的基本化学结构聚合而成的物质。市场上出售的产品的聚合次数一般在数百到数万之间。这种重复聚合的次数称为聚合度。聚合度小的聚合物称之为低聚物。
由于聚合物是单体连续结合而成的,因此其聚合度的分布范围很广 ―― 从很低的聚合物到很大的聚合物。聚合度小的低聚物的比例虽然很小,但由于分子量小,比较容易变动和分解,这也是模垢的起因之一。
|

