




流涎
(1)何谓流涎(外观)
|
是指树脂从成型机喷嘴漏出的一种现象。 一般的注射成型机的喷嘴前端的树脂并没有完全固化,当机筒内压偏高,或树脂粘度偏低时,已熔化的树脂就会漏出。 树脂粘度偏低或成型机机筒的内压偏高时就会出现流涎。 |
|
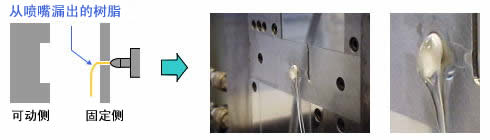 图1. 流涎示例 |
|
(3-1) 提高树脂粘度 |
|
|
把机筒温度、特别是喷嘴温度设得略低一些。设得过低则会影响流动性并产生冷料(混入熔化不足的树脂)等,进而造成外观不良,因此建议使用推荐温度范围内的最低限。此外,把材料等级改为粘度更高的材料也是一种有效方法。 |
|
|
(3-2) 降低内压 |
|
|
首先降低螺杆转速和背压。但如果背压为0,则容易卷入气体,并有可能造成其他成型不良,所以最低也要施加约0.2Mpa的背压。螺杆转速应设在100rpm左右。 从防止气体混入的意义上来说,可采取下列有效措施:(1)加强干燥,(2)不要把机筒温度升得太高。此外,增大抽塑量也有效。抽塑可使螺杆后退,从而在整体上减少树脂。这样便可在前部形成间隙,从而赢得流涎发生前的时间。 |
|
|
(3-3) 更改喷嘴形状 |
|
|
出于规格的简便性以及成本方面的考虑,一般的成型机都采用开式喷嘴,对于流涎确实很严重的材料,使用闭式喷嘴也是一种解决方法。此外,喷嘴的孔径越小,则越难以形成流涎。许多成型机生产商都备有不同孔径和形状的喷嘴。价位大多在10万日元以下,值得购买。不过,由于材料的流动性偏低,因此前提是成型条件要有一定程度的余地。 |
|

