




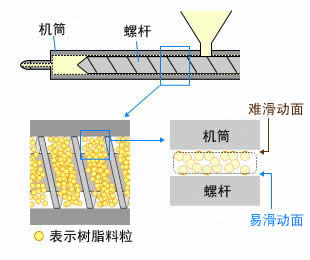
计量不良
(1)何谓计量不良
|

|
(3-1) 调整螺杆转速 |
|
|
首先应调整螺杆转速
若想定期观察有无计量不良现象,应测量计量时间。通过 50 ~ 100 次连续成型,并分若干阶段改变转速、根据计量时间是否突然变长等情况来作出判断。螺杆转速一般为 80 ~ 120rpm 左右,请根据具体情况,选择最佳范围。 |
|
|
(3-2) 降低背压 |
|
|
背压越低,粒料的输送力就越强,计量也就越稳定。但降得过低会使气体的卷入增多并导致树脂量不稳,因此设为0并不可取。 |
|
|
(3-3) 机筒温度 |
|
|
具体来说就是要一点一点逐渐降低料斗下方的温度。过度降低会使粒料不易熔化,甚至会堵塞机筒,因此要逐渐调整(每次10℃左右)。 |
|
|
(3-4) 等级固有的问题 |
|
|
由于掺入了油或润滑剂,因此滑动等级原本就具有容易滑动的性质。如果同时调整螺杆转速、背压和机筒温度也难以解决问题时,则应考虑更改等级或螺杆设计。 在耐冲击性等级中,粒料之间的粘合对计量构成了最大障碍。这时,尤其需要降低料斗下方的机筒温度。 |
|
|
(3-5) 回收材料 |
|
|
尽可能将回收粒料和初始粒料搞成同样的大小。同时还应尽可能去除粉末。 |
(4)其他(源自工程塑料技术介绍)
|
工程塑料技术介绍的相关页面也介绍了计量不良对策,请一并参阅。 |
|

