




气体烧焦
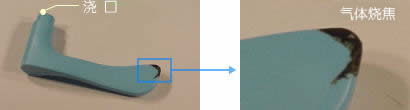
(1)何谓气体烧焦?(外观)
|
气体烧焦是指在成型时成型品表面的烧焦现象。
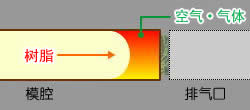
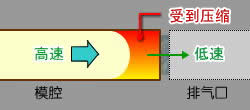
当树脂填充模腔时,原有的空气会从排气口排出。此时,树脂所产生的气体也会从排气口排出。但是,如果模具的排气口被堵塞,或流动末端本来就没有排气口,气体便无法排出,受到压缩后形成高温,从而导致树脂被烧焦。
|
|
(3-1) 减慢注射速度 |
||||||||||
|
气体烧焦是因气体被急剧压缩并形成高温而引起的。因此减慢注射速度可降低气体烧焦。当成型品的形状受到限制时,请调整VP切换位置或使用多段注射。如果无论如何也解决不了问题,则应通过强化排气口等措施来改善排气状况。
|
||||||||||
|
(3-2) 改善排气状况 |
||||||||||
|
关于排气口,请检查下列项目:
|
|

