




光泽不好
(1)何谓光泽不好?(外观)
|
光泽不好是指成型品未粘着在模具上,即复制不良。
|

|
(2-1)由喷射纹或冷料引起 |
|||
|
成形品表面出现喷射纹或冷料时,因其与周围不同,因此看起来像雾一样模糊不清。多出现在浇口附近及高低不平之处。
|
|||
|
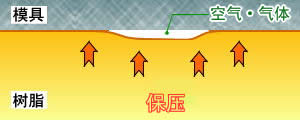
(2-2)因气体原因 |
|||
|
|||
|
(2-3)因压力不足 |
|||
|
因压力偏低,因而对树脂的模具面的挤压力偏弱而引起的光泽不好。在含玻纤等填料的材料中,由于填料容易浮出表面(树脂容易沉入内侧),因此光泽不好变得更为明显。 例如,当注射速度偏低时,压力因树脂固化而无法传递到末端,从而容易在成形品末端产生光泽不好。同时武汉博世,当模具温度偏低,整体固化偏快时,整个成型品上也容易出现光泽不好。 |
|

