




喷射纹
(1)何谓喷射纹?(外观)
|
通常,溶融的树脂是以喷流的形式来流动的。不过,当从狭窄处流到宽阔处时,如果流速偏快,有时就会呈带状飞出,并且在不接触模具的情况下流动。这被称为喷射纹。根据喷射纹在成品表面的表现方式,有的呈带状,有的则呈雾状,但它们的原因都是一样的。
|
|
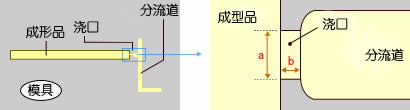
(3-1) 尝试增大浇口尺寸 |
||||
|
首先检查能否更改浇口尺寸。虽然这取决于产品的形状和大小,但有余地的话,通过更改浇口尺寸是可以消除喷射纹的。最好采用短而宽的浇口流道(gate land);呈扇状打开并带有角度的设计样式也很有效。
|
||||
|
(3-2) 尝试更改浇口位置 |
||||
|
接着检查能否更改浇口位置。喷射纹基本上是由于树脂飞出去的力量很大而产生的。而且飞出去的目标空间越开阔就越严重。但如果从浇口飞出去的树脂很快碰壁的话,喷射纹即可消除。 即使在无法更改浇口位置的情况下,如果能够在产品模腔内的浇口正面另外设置针或壁之类的东西,则有望获得同样的效果。
|
||||
|
(3-3) 尝试降低注射温度 |
||||
|
尝试降低注射速度设定。对策是采用多段注射并且只减慢通过浇口时的速度(而非整体降低)。 |
||||
|
(3-4) 降低树脂粘度 |
||||
|
降低树脂粘度的方法: (1)提高树脂温度 (2)提高模具温度 (3)将等级改为高流动型 |
||||
|
(3-5) 检查保压 |
||||
|
提高保压有时也可掩饰喷射纹。还必须检查保压力是否充足。 |
|

