




空洞
(1)何谓空洞(外观)
|
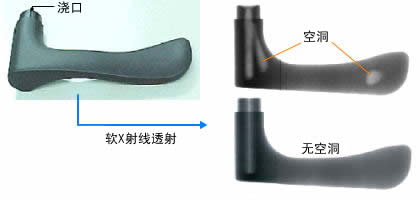
是指成型品内部产生空洞的一种现象。
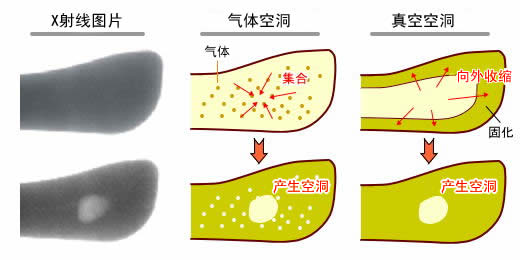
上面的图片是软X射线拍摄的透射图片。在软X光图片表明成型品内部存在空穴,呈白色。在OK品(合格品)中,仅在轴的插入部分(浇口附近)呈现白色。而在NG品(废品)中,除此以外还有2处呈现白色,表明产生了空洞。 空洞的原因大致分为两种:一种是大量气体的混入,另一种则是厚壁处的的树脂收缩。前者称为“气体空洞”,后者称为“真空空洞”,以示区别。
|
|
(3-1) 补充树脂 |
|
|
无论是气体形成的空洞还是收缩形成的空洞,共同之处都在于通过妥善地补充树脂使问题得到改善。例如,通过提高保压(延长保压时间)可使情况发生显著变化。就提高保压的方法而言,与简单地调高保压的设定值相比,采用多段保压 效果会更好。 但是,在实际成型中,即使提高保压的设定值,施加在空洞出现部位的压力也未必能变得足够大。因此建议同时采用下列方法: ·增大浇口尺寸 ·增大主流道和分流道的口径 ·浇口应尽可能设在空洞产生部位(较厚部分)的附近 |
|
|
(3-2) 减慢表面固化 |
|
|
如果是真空空洞,则提高模具温度可以减少空洞。不过,这种方法很可能会诱发凹痕,而且 对有些产品来说,没有什么好的解决方法。 |
|
|
(3-3) 抑制气体的产生 |
|
|
如果是气体空洞,则可通过抑制气体的产生来减轻空洞。具体方法如下: ·强化预干燥条件 ·降低机筒设定温度 ·缩短成型周期 ·降低螺杆转速 ·提高背压 |
|
|
(3-4) 改善排气状况 |
|
|
对于模腔填充中因封入气体而产生的空洞,可通过降低注射速度、或强化排气口以改善排气状况来减少空洞的产生。 |
|
|
(3-5) 减小厚度 |
|
|
由于厚壁处出现的真空空洞起因于树脂收缩,因此可能的话,应该考虑更改制品形状以减 少厚度。可能的话,最好在设计阶段就事先采取“掏空”等改变制品形状的措施。 |
|
|
(3-6) 使用高粘度型材料 |
|
|
高粘度型的材料一般不容易出现空洞,因此尝试使用这种材料也不失为一种方法。 |
|

